The use of our large-scale pressure reactors
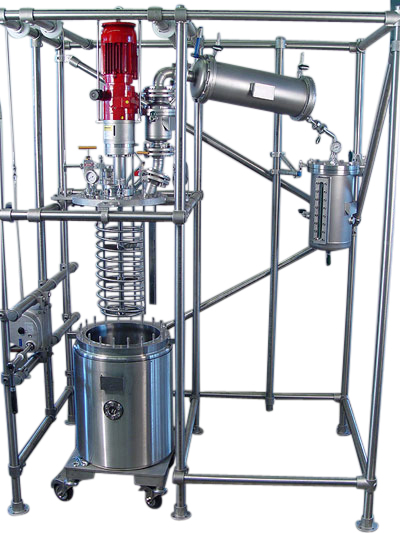
The Pilotclave pressure reactor is a customized chemical plant in small and is used for scale-up studies and process development in chemical and pharmaceutical industries.
Automation of these pilot reactors can vary from simple data collection up to complete automation of the entire system.